
在精密制造領域,鉆攻中心作為3C電子、精密模具等行業的核心設備,其刀庫選型直接影響加工效率與產品良率。鉆攻中心如何選擇合適的刀庫形式?面對夾臂式、飛碟式、同動式、圓盤刀臂式等多樣化刀庫形式,企業需從加工需求、成本效益、技術適配性三大維度綜合決策。
一、加工需求決定刀庫類型
1. 多品種小批量加工場景
若企業主要承接3C產品外殼、醫療器械等定制化訂單,需頻繁切換刀具類型與規格,圓盤刀臂式刀庫是理想選擇。其預選刀功能可將換刀時間縮短至0.8秒,且支持BT30/BT40雙規格刀具兼容,滿足從微鉆到銑刀的快速切換。例如普拉迪立式加工中心通過圓盤刀臂式刀庫,實現手機中框加工工序的刀具自動調配,換刀效率提升40%。
2. 大批量標準化生產場景
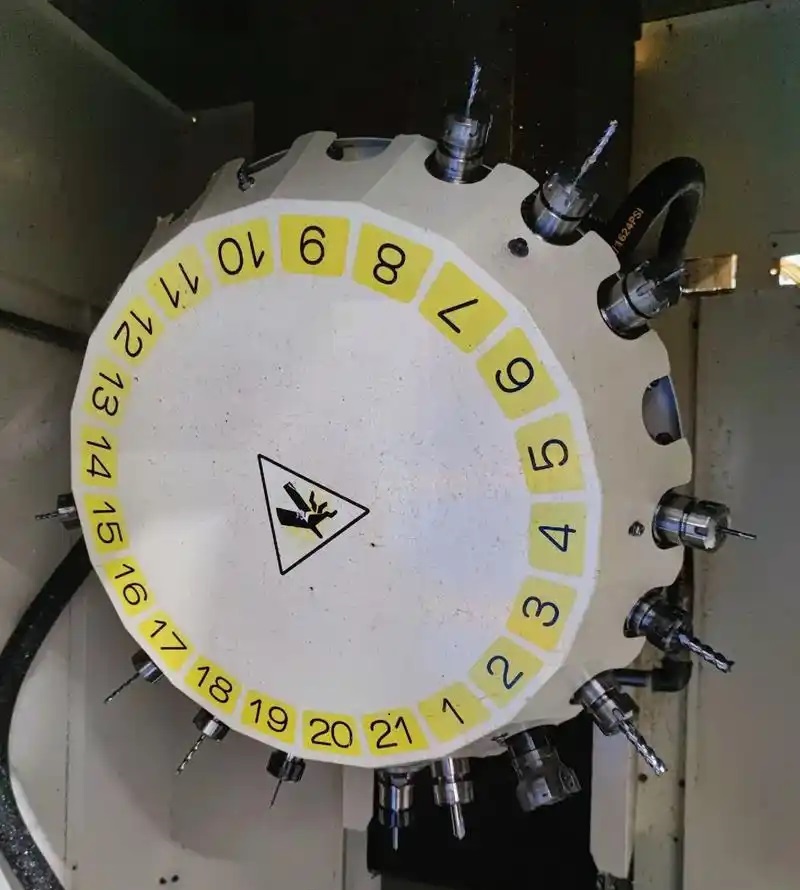
對于汽車零部件、壓鑄模具等單一品種大規模生產,夾臂式刀庫以低成本優勢成為首選。其21刀位容量可覆蓋80%的常規工序,配合15000-24000rpm高轉速主軸,在鋁合金加工中實現每分鐘3000次的孔系加工,刀具成本較同動式降低35%。
3. 復雜曲面高精度加工場景
航空航天葉片、光學模具等精密加工需使用長徑比>5的深孔鉆刀具,此時鏈式刀庫的40-160刀位容量可存儲全工序刀具,避免人工換刀導致的定位誤差。某航空零部件企業采用鏈式刀庫后,曲面加工合格率從92%提升至98%。
二、技術參數匹配生產節拍
1. 換刀速度與主軸轉速的平衡
同動式刀庫雖能實現0.3秒極速換刀,但需搭配BT40主軸使用,適合加工中心轉速≤12000rpm的場景。
飛碟式刀庫換刀時間1.5秒,與15000rpm主軸形成最佳匹配,在3C行業市場占有率達67%。
2. 刀具重量與刀庫承重
夾臂式刀庫單刀承重≤3kg,無法承載直徑>20mm的銑刀。
圓盤刀臂式刀庫通過凸輪箱設計,可穩定夾持5kg重型刀具,滿足鈦合金加工需求。
三、全生命周期成本管控
1. 初始投資與長期收益
同動式刀庫采購成本是夾臂式的2.3倍,但通過減少非切削時間,可使單件加工成本降低18%。
鏈式刀庫雖初始成本低,但需每2000小時調整鏈條間隙,維護成本年均增加1.2萬元。
2. 智能化升級空間
選擇支持RFID刀具識別、自動刀長測量的刀庫系統,可為未來接入FMS柔性生產線預留接口。某模具企業通過刀庫智能化改造,實現200把刀具的在線管理,設備綜合效率(OEE)提升22%。
刀庫選型需遵循"需求導向、技術適配、成本可控"原則。建議企業通過加工試件測試不同刀庫的實際表現,同時關注刀庫與數控系統、主軸單元的兼容性。隨著智能刀庫管理系統的發展,未來鉆攻中心將實現刀具壽命預測、自動補刀等高級功能,為企業創造更大價值。




